多效精馏——改进背景
常见的粗甲醇精制工艺
三塔甲醇精馏(顺流双效精馏)工艺:即粗甲醇顺序通过预精馏塔、加压精馏塔、常压精馏塔进行精馏分离,在加压塔塔顶和常压塔塔顶分别获得精甲醇产品。
甲醇精馏过程能耗约1.2t/t精甲醇产品,随着甲醇精制规模的扩大,总能量消耗也显著增加。

多效精馏——问题描述
问题一:多效精馏——问题描述
问题二:精甲醇收率低,且精醇中乙醇含量高
问题三:系统的处理能力达到极限,特别是夏季,无法稳定控制
多效精馏——改进关键
高品质热流体的充分利用—— 侧线采出与进料相对位置调整—— 塔内件结构调整—— 增强多效与热泵的应用程度
多效精馏——成果及效益
专利一:一种三塔三效的粗甲醇精制工艺系统 ZL201820870873.1
专利二:一种改进型三塔三效的粗甲醇精制工艺系统ZL201921144708.9
专利三:一种四塔四效的粗甲醇精制工艺系统ZL201921066971.0
专利四:一种四塔顺逆混流四效的粗甲醇精制工艺系ZL202220640682.2
专利五:一种四塔热泵热耦合甲醇精馏方法及精馏装ZL202221536512.6
预期效果:
未来5年,将给甲醇行业带来的经济效益,每年节省的电费、蒸汽消耗、循环水费用等达数十亿元;可削减行业内需改造装置的二氧化碳排放15-20%。
多效精馏——专利一之“三塔三效精馏”
工艺改进:三塔三效工艺:通过增加加压塔的处理负荷,并把一部分加压塔塔顶的蒸汽用于给预精馏塔的再沸器提供热源;一台加压精馏塔带总流程前后两台精馏设备,形成热耦合精馏塔,进而达到节能减排的目的。
蒸汽单耗≤0.9(最低到0.8)t/t精醇。
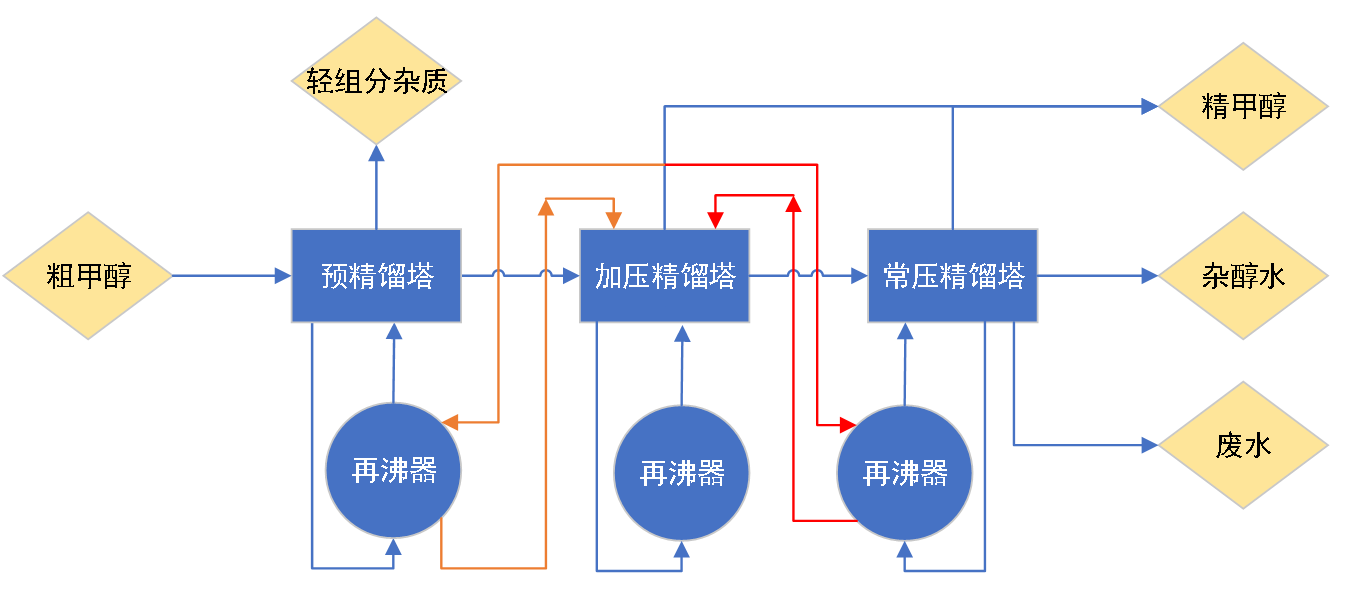
多效精馏——专利一之“三塔三效精馏”流程 蒸汽单耗≤0.9(最低到0.8)
多效精馏——专利二之“改进型三塔三效精馏”
多效精馏——专利二之“改进型三塔三效精馏”流程
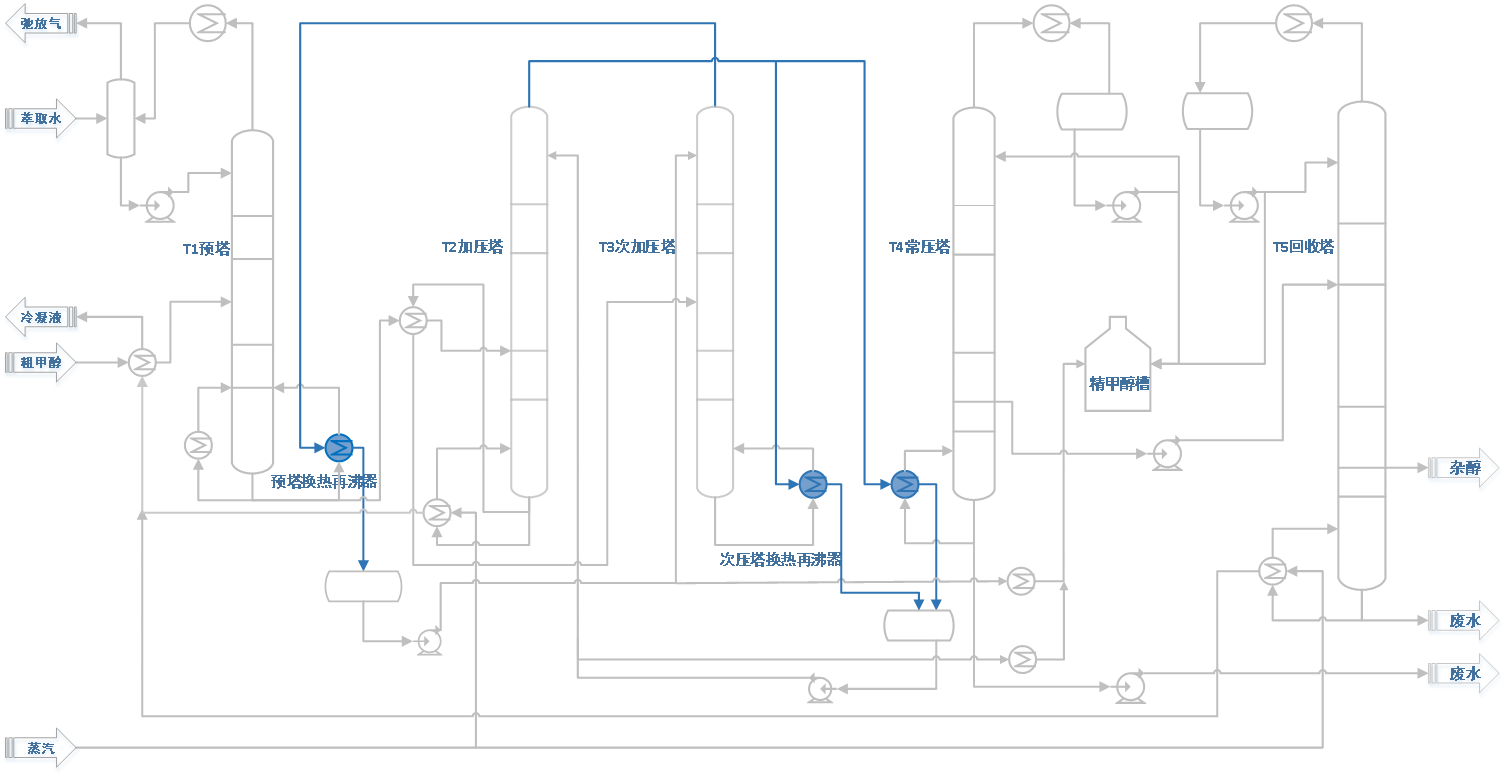
多效精馏——专利三之“四塔四效精馏”工艺改进
四塔四效精馏:增加一台次加压塔,该塔可以放到加压塔前或加压塔后,新增次加压塔的操作压力控制在0.3Mpa左右,塔顶温度90℃以上用来给预塔再沸器加热。适用于扩产较大的场合。
蒸汽单耗≤0.8(最低到0.65)t/t精醇。
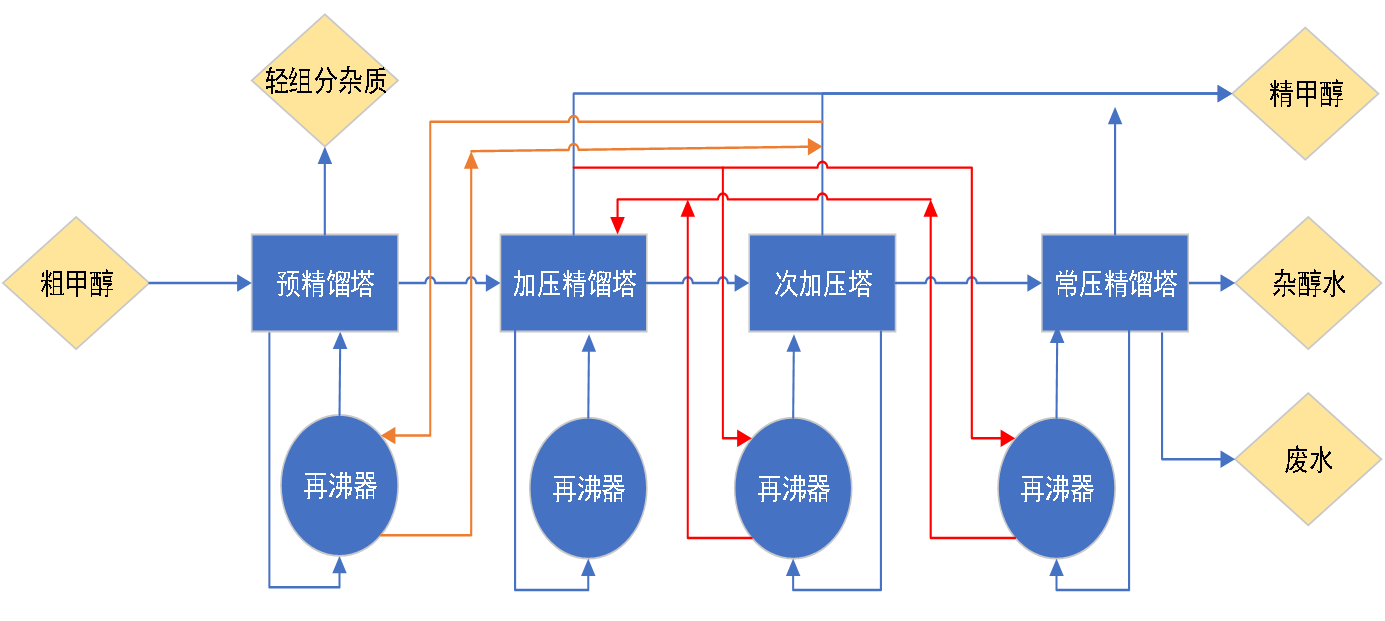
多效精馏——专利三之“四塔四效精馏”流程 蒸汽单耗≤0.8(最低到0.65)
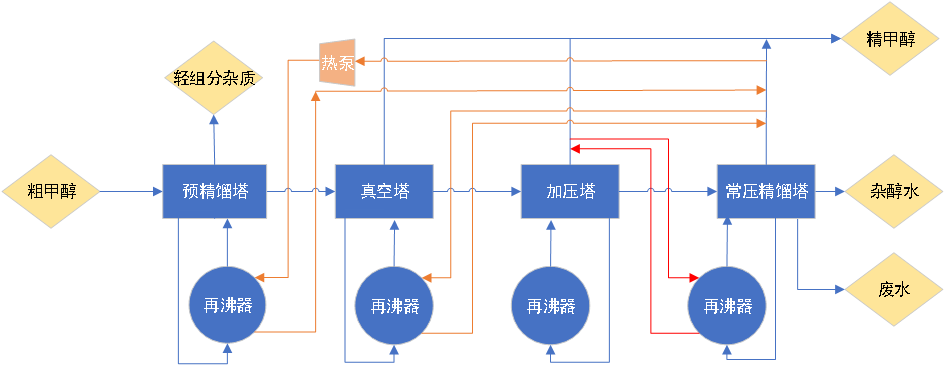
多效精馏——专利四之“四塔顺逆混流四效精馏” 工艺改进
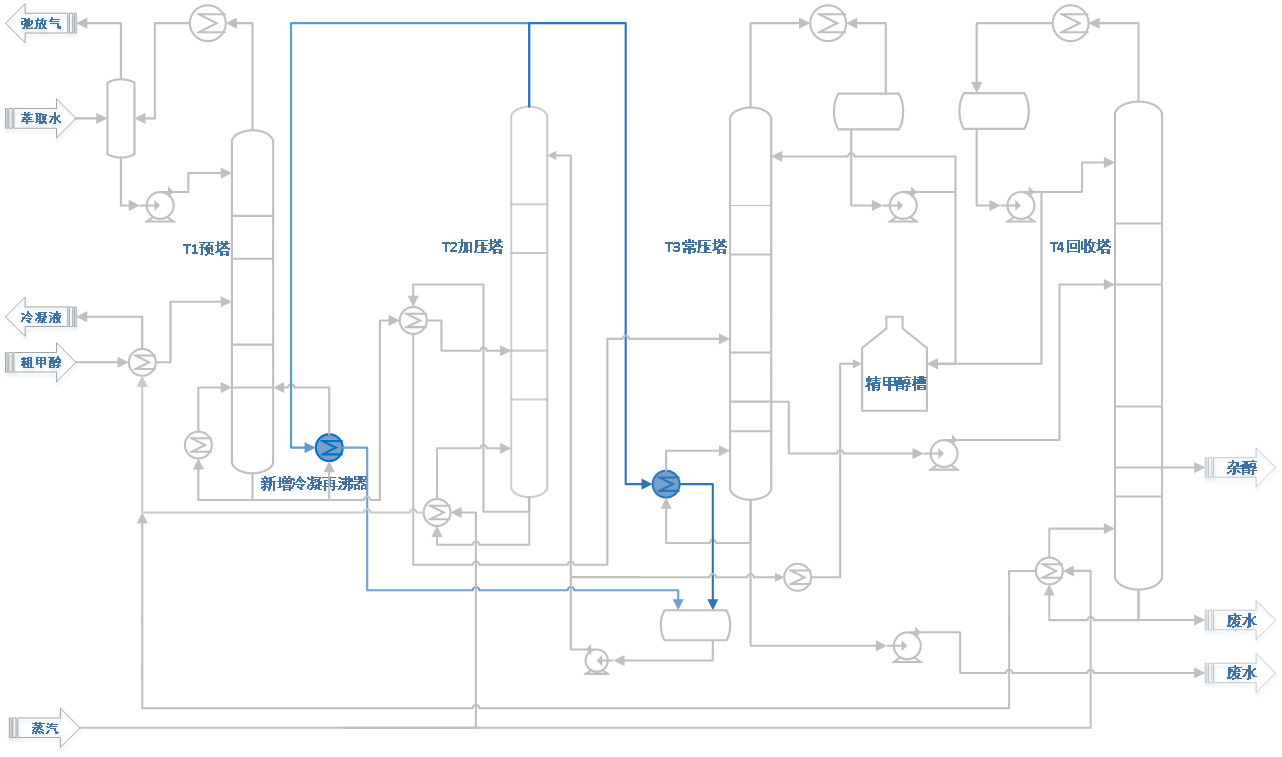
四塔顺逆混流四效精馏:增加一台真空塔,绝压70kpa左右,利用常压塔塔顶蒸汽给预塔及真空塔再沸器作为热源,常压塔至预塔再沸器的管线增加热泵,将常压塔顶低品位热源提高,供预塔再沸器使用。
蒸汽单耗≤0.7(最低到0.65)t/t精醇。
多效精馏——专利四之“四塔顺逆混流四效精馏”流程 蒸汽单耗≤0.7(最低到0.65)
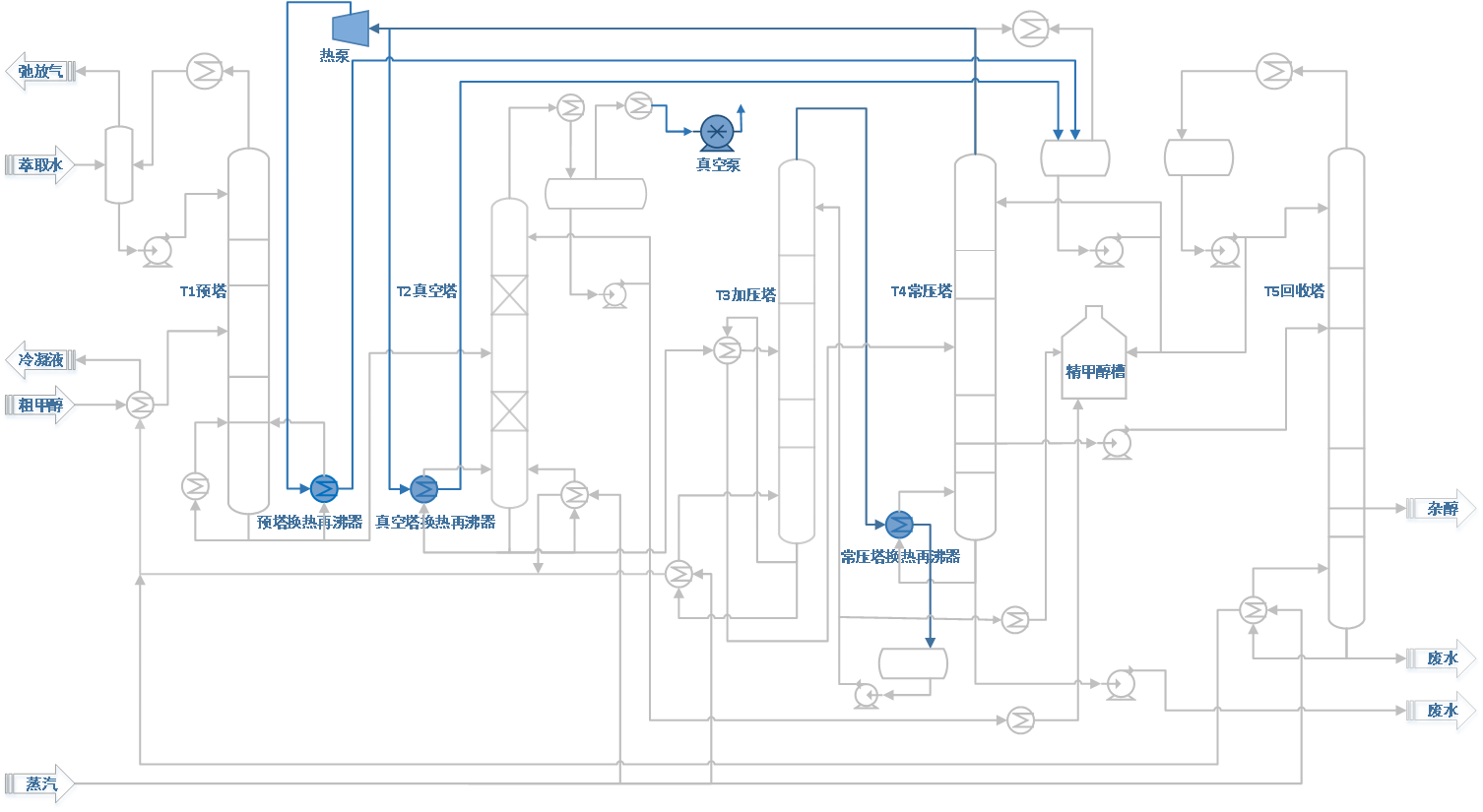
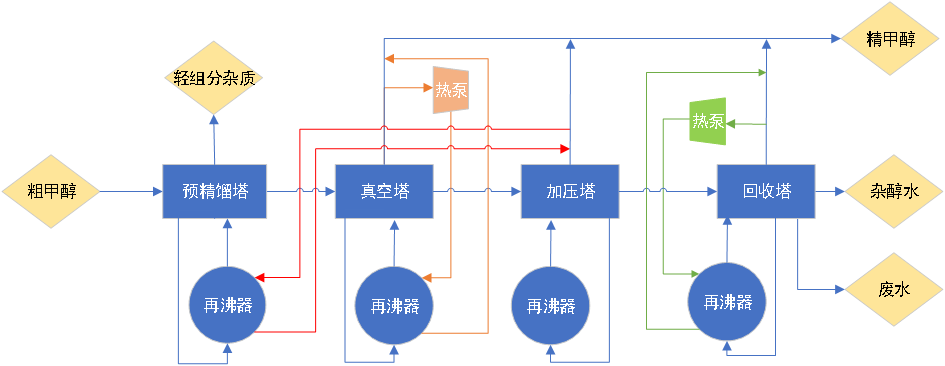
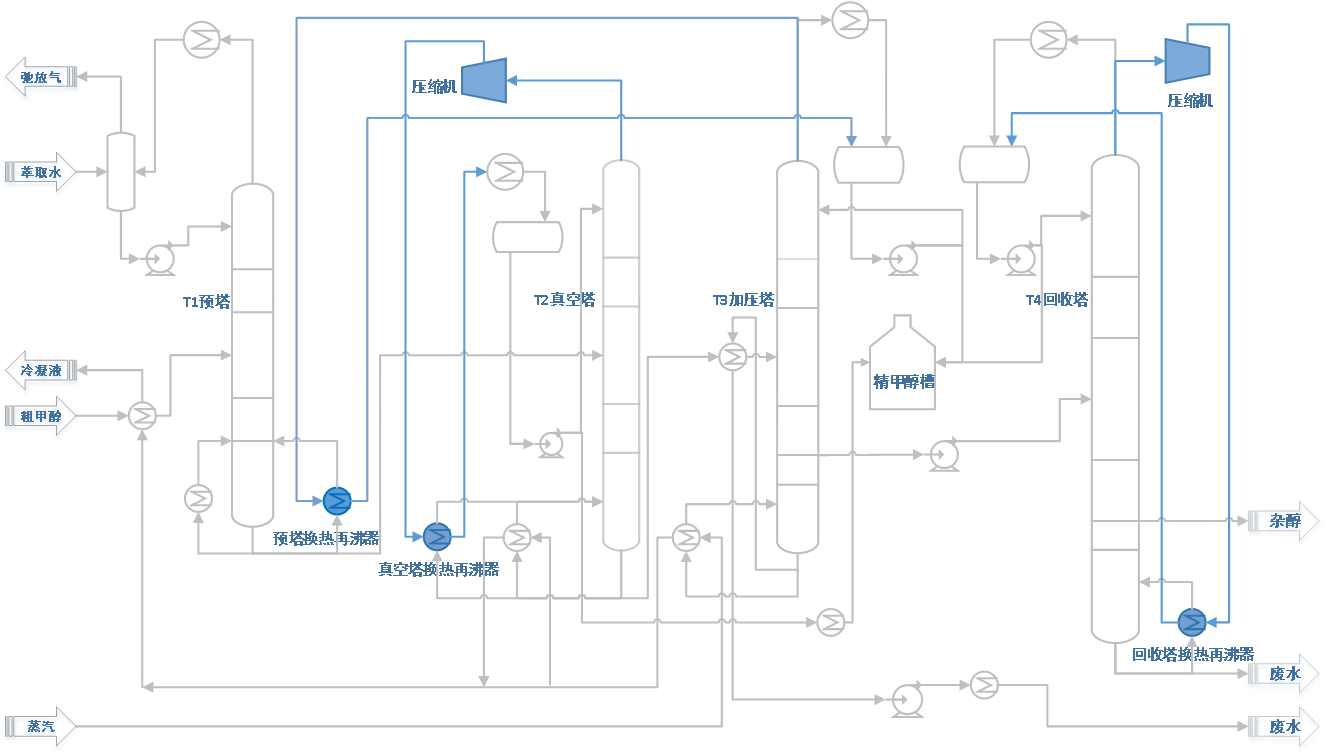
多效精馏——专利五之“四塔四效热泵精馏”
四塔四效热泵精馏:预精馏塔、负压精馏塔、加压精馏塔、杂醇回收塔四塔热泵耦合;负压精馏塔塔顶蒸汽经过压缩机一增压升温之后为负压精馏塔再沸器供热,杂醇回收塔塔顶的部分蒸汽通过压缩机增压升温后为杂醇回收塔再沸器供热。
蒸汽单耗≤0.4(最低到0.25)t/t精醇。
多效精馏——专利五之“四塔四效热泵精馏”流程 蒸汽单耗≤0.4(最低到0.25)
多效精馏——能耗对比
| 三塔双效 | 三塔三效 | 改进型三塔三效 | 四塔四效 | 四塔四效顺逆混流 | 四塔四效热泵 |
发明者 | 设计院现有经典三塔 | 天津奥展兴达化工技术有限公司 | 天津奥展兴达化工技术有限公司 | 天津奥展兴达化工技术有限公司 | 天津多塔节能装备科技有限公司 | 天津奥展兴达化工技术有限公司 |
专利号 | 无 | ZL201820870873.1 | ZL201921144708.9 | ZL201921066971.0 | ZL202220640682.2 | ZL202221536512.6 |
节能原理 | 加压塔塔顶甲醇汽作为常压塔再沸器的热源 | 加压塔塔顶蒸汽同时为预塔再沸器和常压塔再沸器提供热源 | 第一加压塔顶蒸汽为第二加压塔再沸器提供热源,第二加压塔给预塔再沸器提供热源(可以选择三种方式) | 加压塔顶蒸汽为次加压塔及常压塔再沸器提供热源,次加压塔顶蒸汽为预塔再沸器提供热源 | 常压塔塔顶蒸汽给预塔及真空塔再沸器作为热源,加压塔顶甲醇汽给常压塔再沸器提供热源 | 真空塔及回收塔顶蒸汽利用热泵提高品位给自身再沸器提供热源,加压塔给预塔再沸器提供热源 |
新建及改造投资强度 | 中低 | 较低 | 较低 | 较高 | 较高 | 较高 |
旧装置改造难度 | 较低 | 较小 | 较小 | 较高 | 较高 | 较高 |
操作与控制难度 | 较低 | 较低 | 较低 | 较低 | 较低 | 较低 |
吨精甲醇蒸汽消耗 /吨 | 1.2-1.4 | ≤0.9(最低到0.8) | ≤0.75 | ≤0.8(最低到0.65) | ≤0.7(最低到0.65) | ≤0.4(最低到0.25) |
多效精馏-案例1 新疆广汇新能源120万吨甲醇装置
新疆广汇新能源有限公司120万吨甲醇精馏项目,赛鼎工程公司设计,采用三塔两效精馏技术。
A/B系列(预塔DN3400/加压塔DN3800/常压塔DN4900)原塔内为导向梯形浮阀,改造后均采用我公司三塔三效工艺包技术、核心塔内件(DVST),并由我公司承建EPC总包,目前该项目已竣工验收完成。
精甲醇蒸汽单耗从原来的1.4t,降至0.9t以下,产品中乙醇含量从100ppm,降至20ppm,电耗和循环水消耗同步下降,每年为企业创造经济效益约9000万元。

多效精馏-案例2 赤峰博元15万吨甲醇装置
2020年10月对该公司15万吨甲醇精馏装置按三塔三效工艺改造,首先进行了第一部分-塔内件改造,将原来的F1浮阀塔盘更换为DVST高效立体传质塔盘。改造完成后,有明显节能效果。2021年进行第二部分—热耦合的改造,改造完成后,蒸汽单耗大幅度降低,得到业主的充分认可。
第一步塔内件改造完成后,单吨精甲醇蒸汽单耗从原来的1.2t降至0.95t以下,已经达到合同要求,第二步热耦合改造完成后,蒸汽单耗降至0.85t以下,产品中乙醇含量从100ppm,降至20ppm。每年为企业创造经济效益约1000万元。



多效精馏-案例3 云南解化25万吨甲醇精馏装置
2021年10月,该公司16万吨甲醇精馏装置扩产至25万吨,首先进行了塔内件改造,同年按三塔三效工艺进行了热耦合改造,我们的服务及产品质量得到业主的充分认可。
精甲醇蒸汽单耗从原来的1.4t,降至0.9t以下,产品中乙醇含量从200ppm,降至50ppm,每年为企业创造经济效益约2000万元。



多效精馏-案例4 陕西奥维乾元30万吨甲醇装置
2020年10月对该公司30万吨甲醇精馏装置按三塔三效工艺改造。
改造方案:内件不更换,仅进行热耦合部分改造。
精甲醇蒸汽单耗从原来的1.4t,降至0.9以下,产品中乙醇含量小于100ppm,经济效益显著。














